|
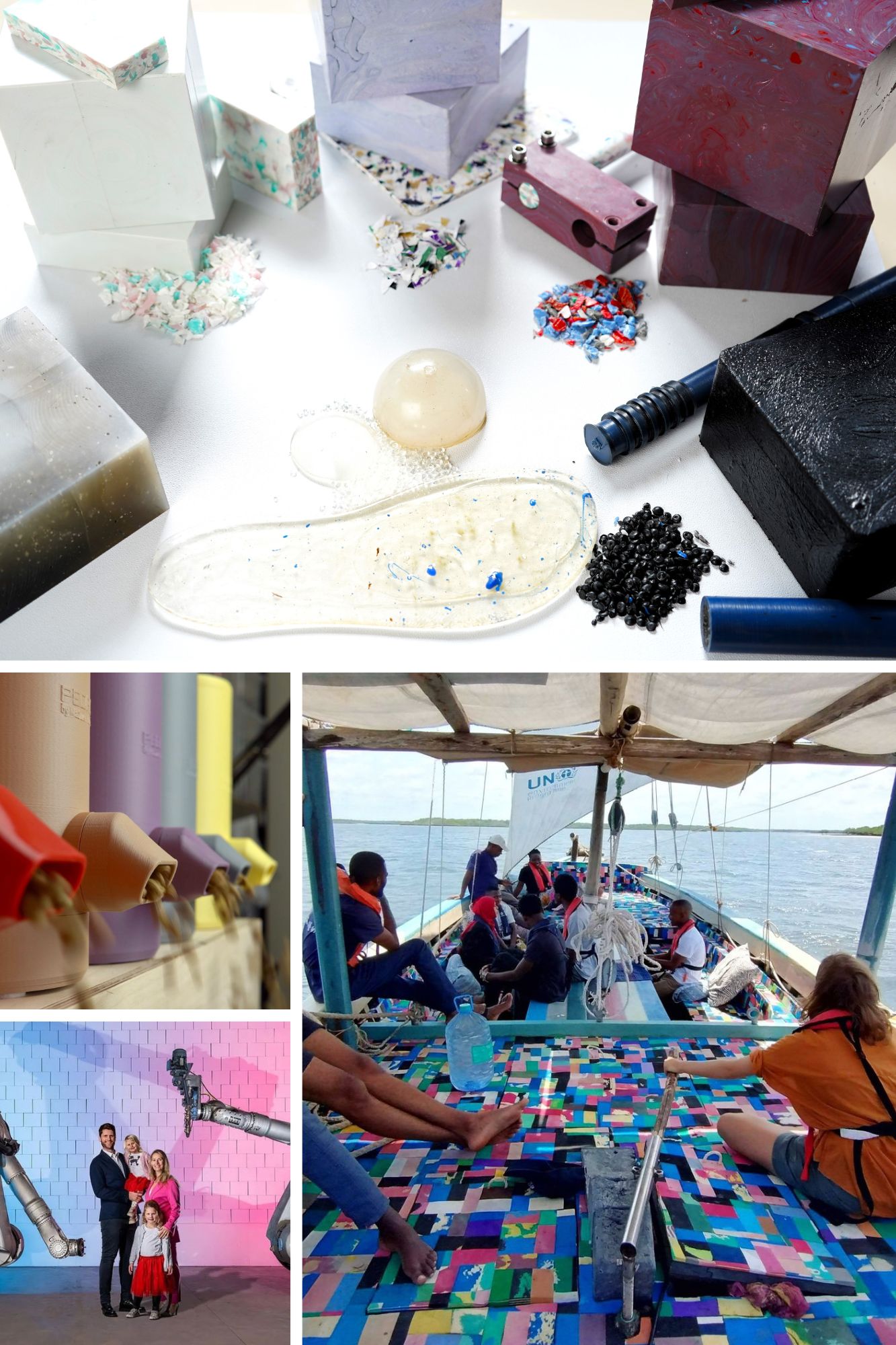
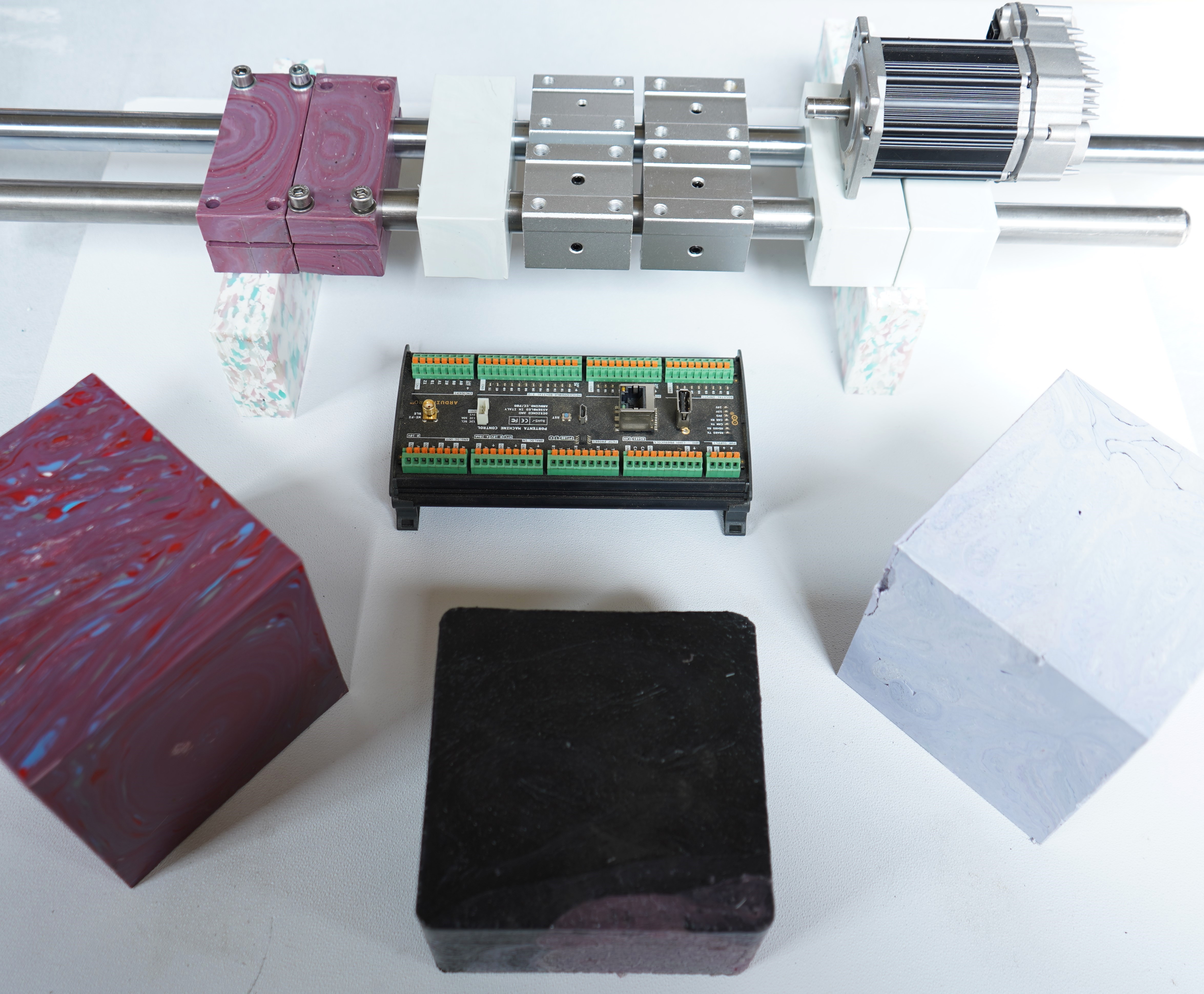
+ We tested post industrial waste (PP, MDPE and clean HDPE) and are very satisfied about the results. We also discovered new techniques, employing a die to overcome artefacts coming with shrinkage.
+
+- flatness : within 1mm tolerances
+- surface : impeccable, in particular for clean HDPE
+- consistency : literally no air voids when using dies
+
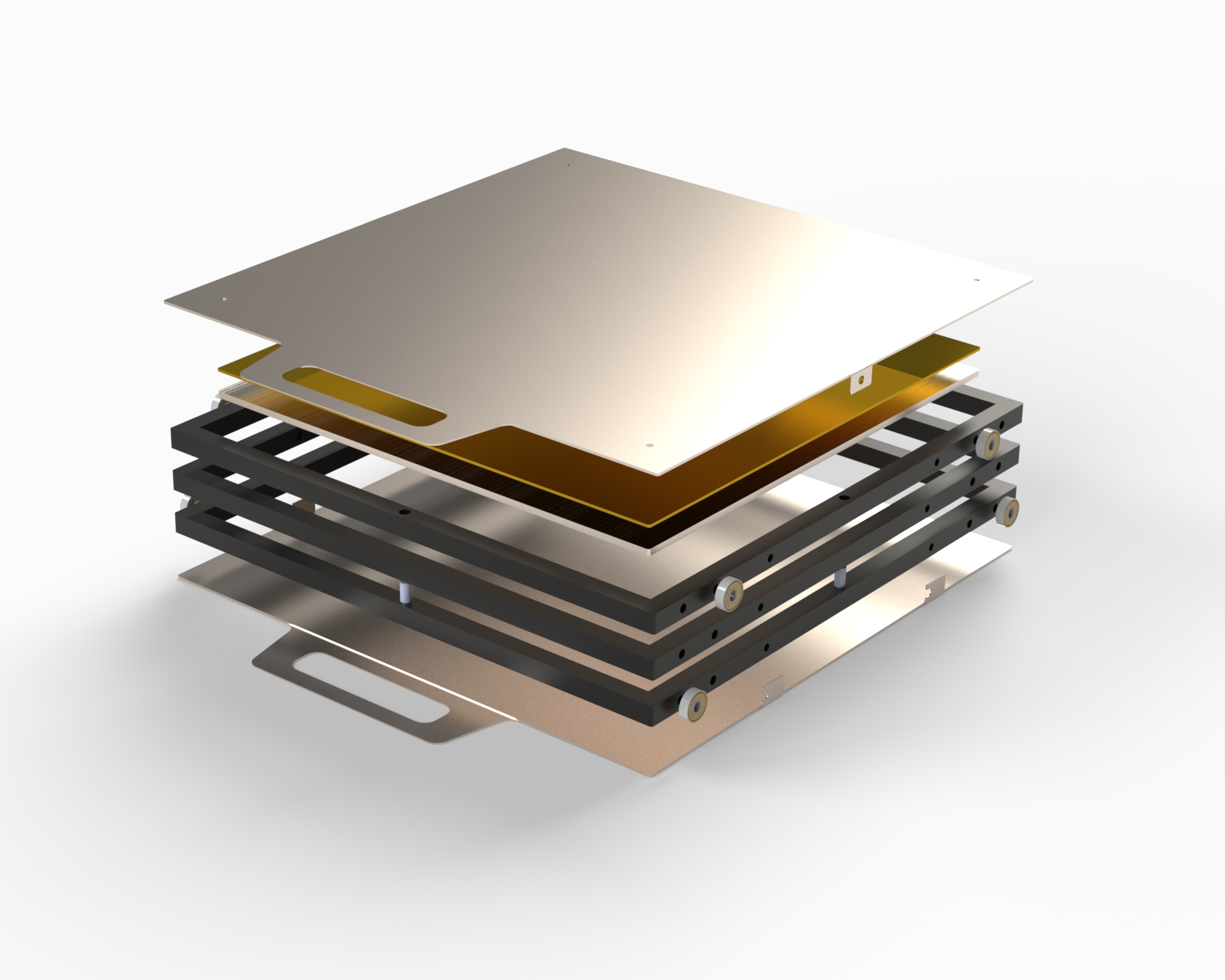
+10mm Sheets
+This presents the more productive size. It takes ~45-60 minutes for heating and 3-4 hours cooling, requiring a mould of 15mm and a die of 5mm. Since less plastic needs to be penetrated, a moderate temperature can be used to retain texture properties as speckle like patterns.
+20mm Sheets
+~90-120 minutes for heating and 4-6 hours cooling, requiring a mould of 30mm and a die of 10mm.
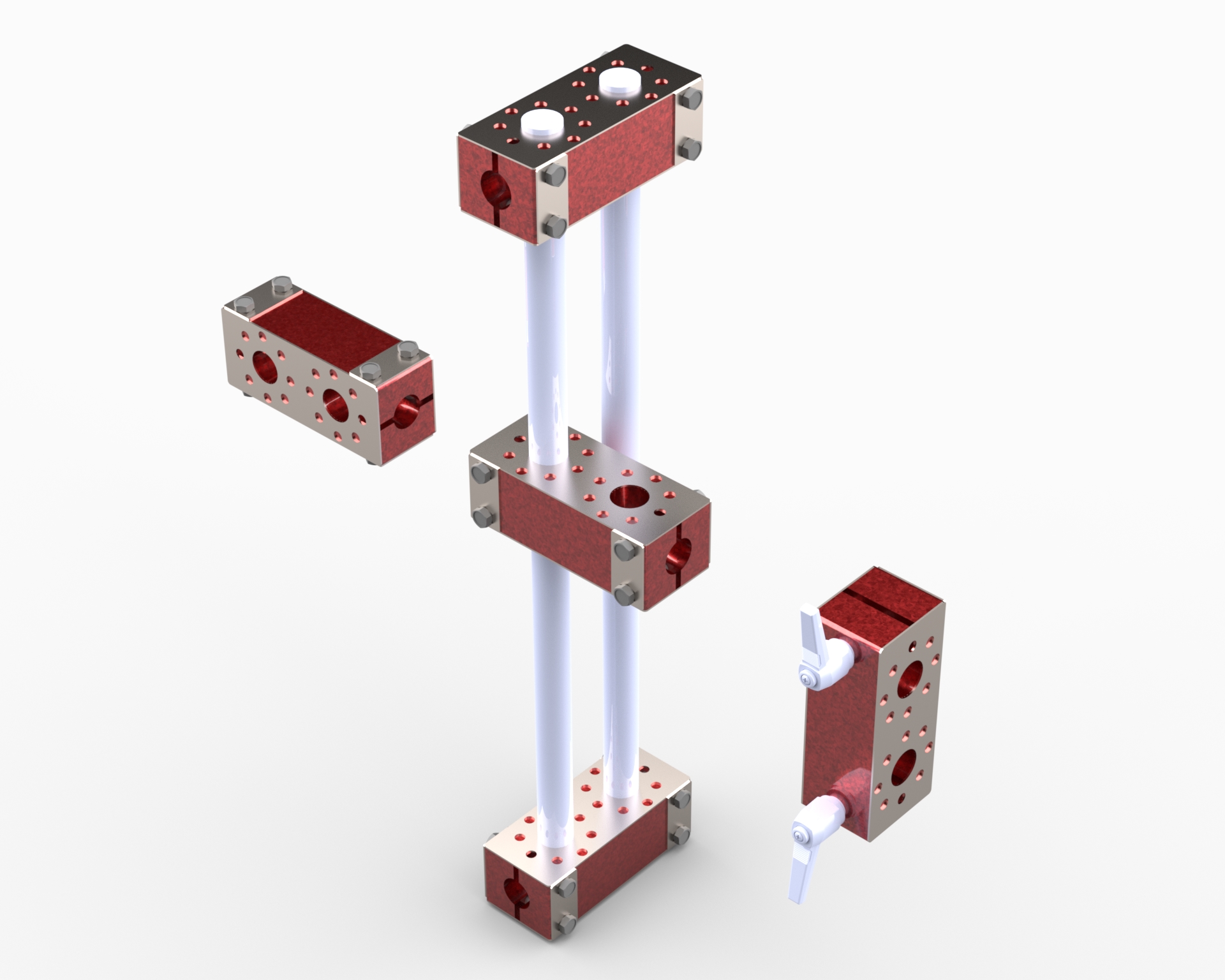
+30mm Sheets
+~120-140 minutes for heating and 6-8 hours cooling, requiring a mould of 40mm and a die of 10mm. 30mm blocks enable access to wider applications such as mechanical and structural components.
+40mm Sheets
+Considerably more challanging and care taking neeed, ~140-160 minutes for heating and 6-8 hours cooling, requiring a mould of 55mm and a die of 15mm as well reheating the sheet during the die press stage near the melt point.
+
+ |
+ 
 +
+ +
+


 +
+

 +
+ +
+{kind=link}