project : tube-bender 1/2
This commit is contained in:
parent
20fbd60250
commit
ff08743294
56
projects/tube-bender/cad/README.md
Normal file
56
projects/tube-bender/cad/README.md
Normal file
@ -0,0 +1,56 @@
|
||||
# CAD Files — Tube Bender
|
||||
|
||||
All CAD source files live here.
|
||||
Export chain: **OpenSCAD → FreeCAD → STEP → Fusion 360 → CAM**
|
||||
|
||||
## Files
|
||||
|
||||
| File | Description | Status |
|
||||
|------|-------------|--------|
|
||||
| `base_plate.scad` | Parametric base plate (400 × 300 × 12 mm, fully adjustable) | ✅ |
|
||||
| `side_plates.scad` | Vertical side plates with pivot bore | 🔜 |
|
||||
| `bend_die.scad` | Main form die (parametric by tube OD + CLR) | 🔜 |
|
||||
| `clamp_block.scad` | Clamp / clamp die | 🔜 |
|
||||
| `pressure_die.scad` | Follower / pressure die assembly | 🔜 |
|
||||
| `bending_arm.scad` | Lever arm with handle provision (3-piece assembly) | ✅ |
|
||||
| `pivot_shaft.scad` | Pivot shaft + bushing | 🔜 |
|
||||
| `assembly.scad` | Full machine assembly (includes all parts) | 🔜 |
|
||||
|
||||
## Export Workflow
|
||||
|
||||
### 1. OpenSCAD → STL / AMF
|
||||
```
|
||||
File → Export → Export as STL…
|
||||
```
|
||||
For FreeCAD import, **AMF** or **STL** both work.
|
||||
Use `$fn = 128` or higher before final export.
|
||||
|
||||
### 2. FreeCAD — STL/AMF → STEP
|
||||
1. Open FreeCAD → **Part** workbench.
|
||||
2. `File → Import` → select `.stl` / `.amf`.
|
||||
3. `Part → Convert to Solid`.
|
||||
4. `File → Export` → choose **STEP (*.step)**.
|
||||
|
||||
### 3. Fusion 360 — STEP import
|
||||
1. `File → Open → Open from my computer` → select `.step`.
|
||||
2. Review bodies, set material.
|
||||
3. Proceed to **CAM** workspace.
|
||||
|
||||
### 4. CAM
|
||||
- Set up stock, WCS (Work Coordinate System) at plate bottom face, front-left corner.
|
||||
- Operations: face mill, drill (mount holes, side-plate holes), pocket (if enabled).
|
||||
|
||||
## Key Parameters (base_plate.scad)
|
||||
|
||||
| Variable | Default | Notes |
|
||||
|----------|---------|-------|
|
||||
| `plate_length` | 400 mm | Front → back |
|
||||
| `plate_width` | 300 mm | Left → right |
|
||||
| `plate_thickness` | 12 mm | Steel stock |
|
||||
| `corner_radius` | 8 mm | Plate corner fillet |
|
||||
| `mount_bolt_d` | 14 mm | M12 bench holes |
|
||||
| `mount_cbore_d` | 24 mm | Counterbore Ø (0 = none) |
|
||||
| `side_plate_gap` | 65 mm | Clear inner gap between side plates |
|
||||
| `side_plate_cx` | 220 mm | Bolt pattern centre from front |
|
||||
| `receiver_slot_enable` | false | Slot for receiver-tube stand |
|
||||
| `pocket_enable` | false | Lightening/chip pockets |
|
||||
BIN
projects/tube-bender/cad/base_plate-group.SLDPRT
(Stored with Git LFS)
Normal file
BIN
projects/tube-bender/cad/base_plate-group.SLDPRT
(Stored with Git LFS)
Normal file
Binary file not shown.
BIN
projects/tube-bender/cad/base_plate-group.step
(Stored with Git LFS)
Normal file
BIN
projects/tube-bender/cad/base_plate-group.step
(Stored with Git LFS)
Normal file
Binary file not shown.
BIN
projects/tube-bender/cad/base_plate.20260405-224604.FCBak
Normal file
BIN
projects/tube-bender/cad/base_plate.20260405-224604.FCBak
Normal file
Binary file not shown.
BIN
projects/tube-bender/cad/base_plate.FCStd
Normal file
BIN
projects/tube-bender/cad/base_plate.FCStd
Normal file
Binary file not shown.
180
projects/tube-bender/cad/base_plate.scad
Normal file
180
projects/tube-bender/cad/base_plate.scad
Normal file
@ -0,0 +1,180 @@
|
||||
// =============================================================================
|
||||
// TUBE BENDER — BASE PLATE (Aluminium)
|
||||
// File : base_plate.scad
|
||||
// Project: OSR Machines / Tube Bender
|
||||
// Author : PolyMech
|
||||
// Date : 2026-04-05
|
||||
// Mat : Aluminium plate (6061-T6 or similar)
|
||||
//
|
||||
// Parametric base plate for a manual rotary-draw tube bender.
|
||||
// All critical dimensions are exposed as top-level variables.
|
||||
//
|
||||
// Workflow: OpenSCAD → STL/AMF → FreeCAD → STEP → Fusion 360 → CAM
|
||||
//
|
||||
// Coordinate origin:
|
||||
// X = along plate length (front → back)
|
||||
// Y = along plate width (symmetric, left = −Y, right = +Y)
|
||||
// Z = upward (bottom face at Z = 0)
|
||||
// =============================================================================
|
||||
|
||||
/* [Plate Body] */
|
||||
plate_length = 400; // mm — front-to-back (X)
|
||||
plate_width = 300; // mm — left-to-right (Y)
|
||||
plate_thickness = 30; // mm — stock thickness (12 mm alu plate)
|
||||
|
||||
/* [Corner Rounding] */
|
||||
corner_radius = 8; // mm — plate corner fillet (0 = sharp)
|
||||
|
||||
/* [Bench / Floor Mounting — 4× corner holes] */
|
||||
// M10 cap-head bolt: clearance hole Ø 11 mm, cbore Ø 18 mm × 10 mm deep
|
||||
mount_bolt_d = 11; // mm — through-hole diameter
|
||||
mount_inset_x = 25; // mm — hole centre inset from plate edge (X)
|
||||
mount_inset_y = 25; // mm — hole centre inset from plate edge (Y)
|
||||
mount_cbore_d = 19; // mm — counterbore Ø on underside (0 = none)
|
||||
mount_cbore_h = 10; // mm — counterbore depth (must be < plate_thickness)
|
||||
|
||||
/* [Side Plate Bolt Holes — 2 holes per side plate, 4 total] */
|
||||
// Each vertical side plate lands on the base and is bolted with 2× M10 bolts.
|
||||
// The two holes per plate are spaced along X (front / rear) for rotational
|
||||
// stability. Both sides are symmetric about the plate Y centreline.
|
||||
//
|
||||
// Layout (top view):
|
||||
// front of plate ←→ back of plate
|
||||
// [SP_BH_F] .............. [SP_BH_R] ← right side plate
|
||||
// ────────── gap ──────────────────
|
||||
// [SP_BH_F] .............. [SP_BH_R] ← left side plate
|
||||
|
||||
sp_gap = 65; // mm — clear gap between inner faces of side plates
|
||||
sp_bolt_d = 11; // mm — M10 clearance hole Ø
|
||||
sp_cbore_d = 19; // mm — counterbore Ø on underside (0 = none)
|
||||
sp_cbore_h = 10; // mm — counterbore depth
|
||||
sp_bolt_y_offset = 20; // mm — bolt centre offset outward from inner face
|
||||
// (= half side-plate thickness + bolt-edge margin)
|
||||
sp_bolt_x_front = 160; // mm — X position of front bolt (from front edge)
|
||||
sp_bolt_x_rear = 280; // mm — X position of rear bolt (from front edge)
|
||||
|
||||
/* [Pivot Shaft Datum Hole] */
|
||||
// Small through-hole on the plate centreline directly below where the pivot
|
||||
// shaft will be. Used as a layout / alignment datum — not structural.
|
||||
pivot_datum_x = 220; // mm — from front edge (should be between sp bolts)
|
||||
pivot_datum_d = 8; // mm — hole Ø (set 0 to omit)
|
||||
|
||||
/* [Receiver Slot — optional, back edge] */
|
||||
// Open slot at the back edge so the base can sit over a square receiver tube
|
||||
// for stand/vice mounting. Disabled by default.
|
||||
receiver_enable = false;
|
||||
receiver_w = 52; // mm — slot width (50 mm sq. tube + 2 mm clearance)
|
||||
receiver_depth = 50; // mm — slot depth into plate from back edge
|
||||
|
||||
/* [Render Quality] */
|
||||
$fn = 64; // facets — use 128+ for final STL export
|
||||
|
||||
// =============================================================================
|
||||
// DERIVED VALUES (calculated — do not edit)
|
||||
// =============================================================================
|
||||
|
||||
_half_W = plate_width / 2;
|
||||
|
||||
// Y centre of each side plate bolt group (measured from plate Y centre)
|
||||
_sp_y_R = sp_gap / 2 + sp_bolt_y_offset; // right side (+Y)
|
||||
_sp_y_L = -sp_gap / 2 - sp_bolt_y_offset; // left side (−Y)
|
||||
|
||||
// =============================================================================
|
||||
// ENTRY POINT
|
||||
// =============================================================================
|
||||
|
||||
base_plate();
|
||||
|
||||
// =============================================================================
|
||||
// MODULE: base_plate
|
||||
// =============================================================================
|
||||
module base_plate() {
|
||||
difference() {
|
||||
rounded_box(plate_length, plate_width, plate_thickness, corner_radius);
|
||||
|
||||
corner_mount_holes();
|
||||
side_plate_bolt_holes();
|
||||
|
||||
if (pivot_datum_d > 0)
|
||||
translate([pivot_datum_x, 0, -1])
|
||||
cylinder(d=pivot_datum_d, h=plate_thickness + 2);
|
||||
|
||||
if (receiver_enable)
|
||||
receiver_slot();
|
||||
}
|
||||
}
|
||||
|
||||
// =============================================================================
|
||||
// MODULE: rounded_box
|
||||
// Rectangular solid with optional corner rounding.
|
||||
// Plate front-left-bottom corner sits at origin.
|
||||
// Plate spans [0..L] in X, [−W/2..+W/2] in Y, [0..T] in Z.
|
||||
// =============================================================================
|
||||
module rounded_box(L, W, T, r) {
|
||||
if (r <= 0) {
|
||||
translate([0, -W / 2, 0]) cube([L, W, T]);
|
||||
} else {
|
||||
union() {
|
||||
translate([r, -W / 2, 0]) cube([L - 2*r, W, T]);
|
||||
translate([0, -W / 2 + r, 0]) cube([L, W - 2*r, T]);
|
||||
for (xp = [r, L - r], yp = [-W / 2 + r, W / 2 - r])
|
||||
translate([xp, yp, 0]) cylinder(r=r, h=T);
|
||||
}
|
||||
}
|
||||
}
|
||||
|
||||
// =============================================================================
|
||||
// MODULE: corner_mount_holes
|
||||
// 4× M10 through-holes at corners with underside counterbores.
|
||||
// =============================================================================
|
||||
module corner_mount_holes() {
|
||||
xs = [mount_inset_x, plate_length - mount_inset_x];
|
||||
ys = [-_half_W + mount_inset_y, _half_W - mount_inset_y];
|
||||
|
||||
for (xp = xs, yp = ys) {
|
||||
translate([xp, yp, -1]) {
|
||||
cylinder(d=mount_bolt_d, h=plate_thickness + 2); // through
|
||||
if (mount_cbore_d > 0 && mount_cbore_h > 0)
|
||||
cylinder(d=mount_cbore_d, h=mount_cbore_h + 1);
|
||||
// cbore
|
||||
}
|
||||
}
|
||||
}
|
||||
|
||||
// =============================================================================
|
||||
// MODULE: side_plate_bolt_holes
|
||||
// 2 holes per side plate × 2 sides = 4 holes total.
|
||||
// Each hole pair (front / rear) sits at a fixed Y, one per side.
|
||||
// =============================================================================
|
||||
module side_plate_bolt_holes() {
|
||||
xs = [sp_bolt_x_front, sp_bolt_x_rear];
|
||||
ycs = [_sp_y_R, _sp_y_L];
|
||||
|
||||
for (xp = xs, yp = ycs) {
|
||||
translate([xp, yp, -1]) {
|
||||
cylinder(d=sp_bolt_d, h=plate_thickness + 2); // through
|
||||
if (sp_cbore_d > 0 && sp_cbore_h > 0)
|
||||
cylinder(d=sp_cbore_d, h=sp_cbore_h + 1);
|
||||
// cbore
|
||||
}
|
||||
}
|
||||
}
|
||||
|
||||
// =============================================================================
|
||||
// MODULE: receiver_slot
|
||||
// Open slot cut into the back edge, centred on Y = 0.
|
||||
// =============================================================================
|
||||
module receiver_slot() {
|
||||
translate(
|
||||
[
|
||||
plate_length - receiver_depth,
|
||||
-receiver_w / 2,
|
||||
-1,
|
||||
]
|
||||
)
|
||||
cube([receiver_depth + 1, receiver_w, plate_thickness + 2]);
|
||||
}
|
||||
|
||||
// =============================================================================
|
||||
// END OF FILE
|
||||
// =============================================================================
|
||||
BIN
projects/tube-bender/cad/bending_arm-group.SLDPRT
(Stored with Git LFS)
Normal file
BIN
projects/tube-bender/cad/bending_arm-group.SLDPRT
(Stored with Git LFS)
Normal file
Binary file not shown.
BIN
projects/tube-bender/cad/bending_arm-group.step
(Stored with Git LFS)
Normal file
BIN
projects/tube-bender/cad/bending_arm-group.step
(Stored with Git LFS)
Normal file
Binary file not shown.
187
projects/tube-bender/cad/bending_arm.scad
Normal file
187
projects/tube-bender/cad/bending_arm.scad
Normal file
@ -0,0 +1,187 @@
|
||||
// =============================================================================
|
||||
// TUBE BENDER — BENDING ARM (U-Bracket)
|
||||
// File : bending_arm.scad
|
||||
// Project: OSR Machines / Tube Bender
|
||||
// Author : PolyMech
|
||||
// Date : 2026-04-05
|
||||
// Mat : Aluminium plate (30 mm stock)
|
||||
//
|
||||
// Parametric 3-piece bending arm assembly. Includes the top plate, bottom
|
||||
// plate, and the rear spacer block.
|
||||
//
|
||||
// Workflow: OpenSCAD → STL/AMF → FreeCAD → STEP → Fusion 360 → CAM
|
||||
// =============================================================================
|
||||
|
||||
/* [Export Selection] */
|
||||
// Select which part to view or export
|
||||
part = "assembly"; // [assembly, top_plate, bottom_plate, spacer]
|
||||
|
||||
/* [Basic Dimensions & Stock] */
|
||||
plate_thickness = 30; // mm — Stock thickness of top/bottom plates
|
||||
inner_gap = 51; // mm — Clear gap between top and bottom plates (50mm die + 1mm clear)
|
||||
arm_width = 90; // mm — Overall width of the arm
|
||||
arm_length = 250;// mm — Distance from main pivot center to back edge
|
||||
|
||||
/* [Pivot Holes] */
|
||||
main_pivot_d = 40; // mm — Main die shaft clearance hole
|
||||
counter_die_d = 30; // mm — Counter/pressure die shaft clearance hole
|
||||
pivot_dist = 130;// mm — Center-to-center distance between main and counter die
|
||||
|
||||
/* [Spacer & Assembly Bolts] */
|
||||
// Spacer block sits at the back. By setting length to 30, it can be cut
|
||||
// from the same 30mm plate stock as the arms, just stood vertically on edge!
|
||||
spacer_length = 30; // mm — Length of the spacer block at the back edge (X)
|
||||
spacer_bolt_d = 11; // mm — M10 clearance hole for top/bottom plates
|
||||
spacer_cbore_d = 19; // mm — Counterbore diameter for M10 socket head
|
||||
spacer_cbore_h = 10; // mm — Counterbore depth
|
||||
spacer_tap_d = 8.5;// mm — Tap drill size for M10 threads in the spacer block itself
|
||||
spacer_bolt_pitch = 28; // mm — Y-distance between the 3 bolts
|
||||
|
||||
/* [Handle attachment] */
|
||||
// Optional bore in the back face of the spacer to receive a pipe handle.
|
||||
// Note: verify it doesn't intersect your bolts!
|
||||
handle_bore_enable = false;
|
||||
handle_bore_d = 34; // mm — Fits a ~33.7mm pipe (1" nominal)
|
||||
handle_bore_depth = 20; // mm
|
||||
|
||||
/* [Render Quality] */
|
||||
$fn = 64; // Use 128+ for final export
|
||||
|
||||
// =============================================================================
|
||||
// DERIVED VALUES
|
||||
// =============================================================================
|
||||
// Origin (0,0,0) is center of main pivot on the bottom face of each respective plate.
|
||||
_r = arm_width / 2;
|
||||
|
||||
// =============================================================================
|
||||
// ENTRY POINT SWITCH
|
||||
// =============================================================================
|
||||
if (part == "assembly") {
|
||||
arm_assembly();
|
||||
} else if (part == "top_plate") {
|
||||
arm_top_plate();
|
||||
} else if (part == "bottom_plate") {
|
||||
arm_bottom_plate();
|
||||
} else if (part == "spacer") {
|
||||
arm_spacer();
|
||||
}
|
||||
|
||||
// =============================================================================
|
||||
// MODULES
|
||||
// =============================================================================
|
||||
|
||||
module arm_assembly() {
|
||||
// Bottom plate
|
||||
color("#a0a0a0")
|
||||
arm_bottom_plate();
|
||||
|
||||
// Spacer block
|
||||
color("#606060")
|
||||
translate([0, 0, plate_thickness])
|
||||
arm_spacer();
|
||||
|
||||
// Top plate
|
||||
color("#c0c0c0")
|
||||
translate([0, 0, plate_thickness + inner_gap])
|
||||
arm_top_plate();
|
||||
}
|
||||
|
||||
// Shared 3D profile for top and bottom plates
|
||||
module _arm_profile_3d() {
|
||||
union() {
|
||||
cylinder(r = _r, h = plate_thickness);
|
||||
translate([-arm_length, -_r, 0])
|
||||
cube([arm_length, arm_width, plate_thickness]);
|
||||
}
|
||||
}
|
||||
|
||||
// Top Plate
|
||||
module arm_top_plate() {
|
||||
difference() {
|
||||
// Main body
|
||||
_arm_profile_3d();
|
||||
|
||||
// Main pivot hole
|
||||
translate([0, 0, -1])
|
||||
cylinder(d = main_pivot_d, h = plate_thickness + 2);
|
||||
|
||||
// Counter die pivot hole
|
||||
translate([-pivot_dist, 0, -1])
|
||||
cylinder(d = counter_die_d, h = plate_thickness + 2);
|
||||
|
||||
// Spacer bolt holes (Counterbored from +Z face down)
|
||||
_spacer_bolts() {
|
||||
translate([0, 0, -1])
|
||||
cylinder(d = spacer_bolt_d, h = plate_thickness + 2);
|
||||
|
||||
if (spacer_cbore_d > 0 && spacer_cbore_h > 0)
|
||||
translate([0, 0, plate_thickness - spacer_cbore_h])
|
||||
cylinder(d = spacer_cbore_d, h = spacer_cbore_h + 1);
|
||||
}
|
||||
}
|
||||
}
|
||||
|
||||
// Bottom Plate
|
||||
module arm_bottom_plate() {
|
||||
difference() {
|
||||
// Main body
|
||||
_arm_profile_3d();
|
||||
|
||||
// Main pivot hole
|
||||
translate([0, 0, -1])
|
||||
cylinder(d = main_pivot_d, h = plate_thickness + 2);
|
||||
|
||||
// Counter die pivot hole
|
||||
translate([-pivot_dist, 0, -1])
|
||||
cylinder(d = counter_die_d, h = plate_thickness + 2);
|
||||
|
||||
// Spacer bolt holes (Counterbored from -Z face up)
|
||||
_spacer_bolts() {
|
||||
translate([0, 0, -1])
|
||||
cylinder(d = spacer_bolt_d, h = plate_thickness + 2);
|
||||
|
||||
if (spacer_cbore_d > 0 && spacer_cbore_h > 0)
|
||||
translate([0, 0, -1])
|
||||
cylinder(d = spacer_cbore_d, h = spacer_cbore_h + 1);
|
||||
}
|
||||
}
|
||||
}
|
||||
|
||||
// Rear Spacer Block
|
||||
module arm_spacer() {
|
||||
difference() {
|
||||
// Main block
|
||||
translate([-arm_length, -arm_width/2, 0])
|
||||
cube([spacer_length, arm_width, inner_gap]);
|
||||
|
||||
// Through holes for bolts (Can be tapped or used as clearance for through-bolts)
|
||||
_spacer_bolts() {
|
||||
translate([0, 0, -1])
|
||||
cylinder(d = spacer_tap_d, h = inner_gap + 2);
|
||||
}
|
||||
|
||||
// Optional handle bore into the back face
|
||||
if (handle_bore_enable) {
|
||||
// Cut from X = -arm_length extending positively into the block
|
||||
// Centered in Z based on inner_gap
|
||||
translate([-arm_length - 1, 0, inner_gap / 2])
|
||||
rotate([0, 90, 0])
|
||||
cylinder(d = handle_bore_d, h = handle_bore_depth + 1);
|
||||
}
|
||||
}
|
||||
}
|
||||
|
||||
// Helper: Bolt Positions
|
||||
module _spacer_bolts() {
|
||||
// Holes are centered in the spacer piece on the X axis
|
||||
bx = -arm_length + spacer_length / 2;
|
||||
// 3 bolts spread along the Y axis
|
||||
for (by = [-spacer_bolt_pitch, 0, spacer_bolt_pitch]) {
|
||||
translate([bx, by, 0])
|
||||
children();
|
||||
}
|
||||
}
|
||||
|
||||
// =============================================================================
|
||||
// END OF FILE
|
||||
// =============================================================================
|
||||
BIN
projects/tube-bender/cad/global.SLDASM
(Stored with Git LFS)
Normal file
BIN
projects/tube-bender/cad/global.SLDASM
(Stored with Git LFS)
Normal file
Binary file not shown.
BIN
projects/tube-bender/cad/sw-base_plate.SLDPRT
(Stored with Git LFS)
Normal file
BIN
projects/tube-bender/cad/sw-base_plate.SLDPRT
(Stored with Git LFS)
Normal file
Binary file not shown.
BIN
projects/tube-bender/cad/sw-bending_arm.SLDPRT
(Stored with Git LFS)
Normal file
BIN
projects/tube-bender/cad/sw-bending_arm.SLDPRT
(Stored with Git LFS)
Normal file
Binary file not shown.
BIN
projects/tube-bender/media/build/perspective-1.jpg
(Stored with Git LFS)
Normal file
BIN
projects/tube-bender/media/build/perspective-1.jpg
(Stored with Git LFS)
Normal file
{kind=link}
Binary file not shown.
BIN
projects/tube-bender/media/build/perspective-2.jpg
(Stored with Git LFS)
Normal file
BIN
projects/tube-bender/media/build/perspective-2.jpg
(Stored with Git LFS)
Normal file
{kind=link}
Binary file not shown.
310
projects/tube-bender/readme.md
Normal file
310
projects/tube-bender/readme.md
Normal file
@ -0,0 +1,310 @@
|
||||
---
|
||||
title: "Overview: Manual Round Tube Bending Device"
|
||||
slug: "overview-manual-round-tube-bending-device"
|
||||
date: "2026-04-05"
|
||||
author: "PolyMech"
|
||||
---
|
||||
|
||||
# Table of Contents
|
||||
|
||||
- [Overview: Manual Round Tube Bending Device](#overview-manual-round-tube-bending-device)
|
||||
- [1. Functional Principle](#1-functional-principle)
|
||||
- [2. Main Components](#2-main-components)
|
||||
- [2.1 Frame and Base](#21-frame-and-base)
|
||||
- [2.2 Main Bend Die (Form Die)](#22-main-bend-die-form-die)
|
||||
- [2.3 Clamp Block / Clamp Die](#23-clamp-block-clamp-die)
|
||||
- [2.4 Follower / Pressure Die Assembly](#24-follower-pressure-die-assembly)
|
||||
- [2.5 Bending Arm / Handle](#25-bending-arm-handle)
|
||||
- [2.6 Optional Accessories](#26-optional-accessories)
|
||||
- [3. Dies: Types and Design Notes](#3-dies-types-and-design-notes)
|
||||
- [3.1 Bend Die Geometry](#31-bend-die-geometry)
|
||||
- [3.2 Groove Shape](#32-groove-shape)
|
||||
- [3.3 Materials](#33-materials)
|
||||
- [4. Typical Limits for a Manual Tube Bender](#4-typical-limits-for-a-manual-tube-bender)
|
||||
- [4.1 Tube Size Range (Common DIY)](#41-tube-size-range-common-diy)
|
||||
- [4.2 Minimum Bend Radius](#42-minimum-bend-radius)
|
||||
- [4.3 Bend Angle Limits](#43-bend-angle-limits)
|
||||
- [4.4 Repeatability and Springback](#44-repeatability-and-springback)
|
||||
- [5. Sketches and Concept Layout for Building One](#5-sketches-and-concept-layout-for-building-one)
|
||||
- [5.1 Side View – Overall Arrangement](#51-side-view-overall-arrangement)
|
||||
- [5.2 Front View – Die Stack and Clamp](#52-front-view-die-stack-and-clamp)
|
||||
- [5.3 Simple Dimensions to Start From (Example)](#53-simple-dimensions-to-start-from-example)
|
||||
- [5.4 Simple Build Sequence](#54-simple-build-sequence)
|
||||
- [6. Practical Tips and Safety](#6-practical-tips-and-safety)
|
||||
- [7. Summary](#7-summary)
|
||||
|
||||
---
|
||||
|
||||
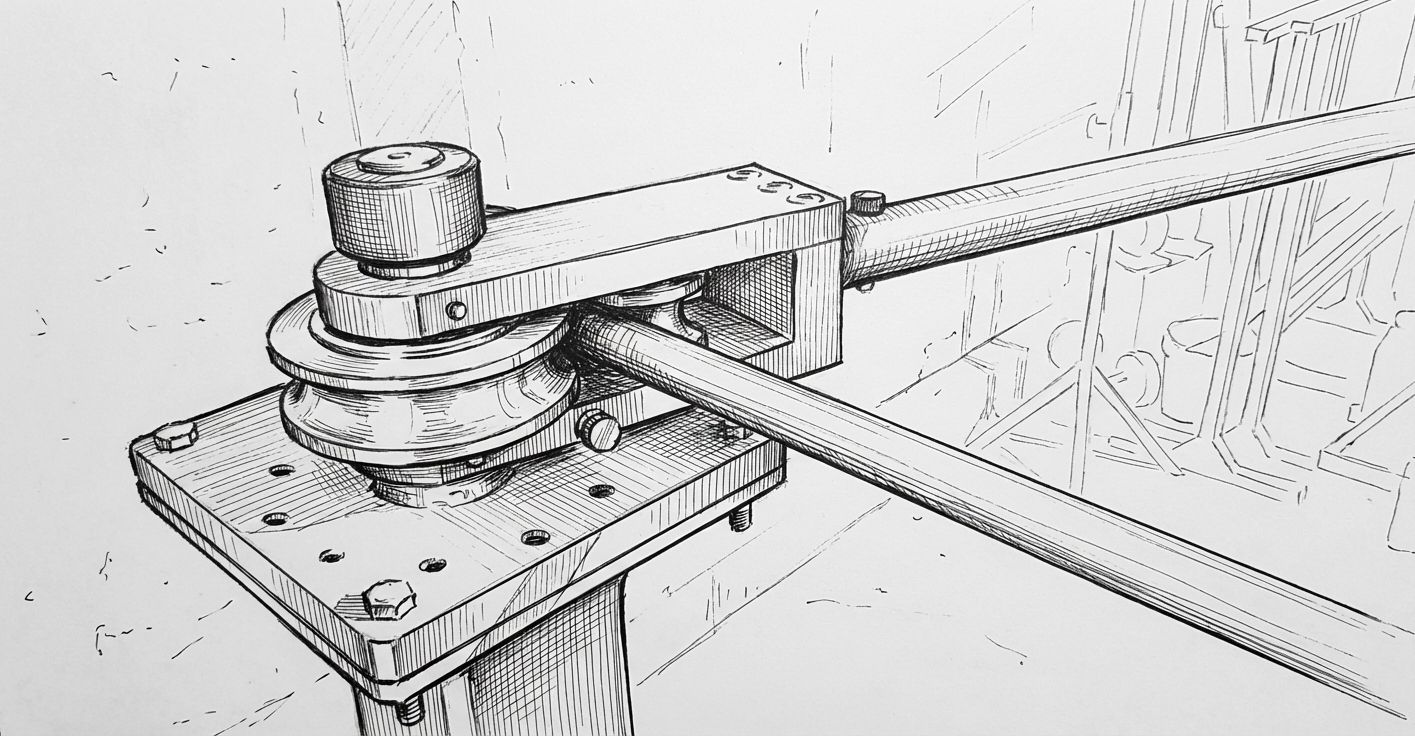
*Figure 1 – Conceptual side view of a manual round tube bender with main components labeled.*
|
||||
|
||||
|
||||
|
||||

|
||||
|
||||
[Youtube Source](https://www.youtube.com/watch?v=k1hlAYbiNHY "Youtube Source")
|
||||
|
||||
# Overview: Manual Round Tube Bending Device
|
||||
|
||||
This page gives a practical overview of a **manual round tube bender** suitable for a small workshop or DIY fabrication. It covers:
|
||||
|
||||
* Functional principle
|
||||
* Main components and dies
|
||||
* Typical limits (diameter, wall, bend radius)
|
||||
* Simple design sketches and build notes (concept-level, not certified drawings)
|
||||
|
||||
***
|
||||
|
||||
## 1. Functional Principle
|
||||
|
||||
A manual round tube bender for smooth, repeatable bends usually works on the **rotary draw** principle:
|
||||
|
||||
1. The tube is clamped against a **form die** (also called bend die) that has a groove matching the tube OD.
|
||||
2. The die rotates around its center, pulling the tube with it.
|
||||
3. A **pressure/follower die** supports the tube on the tangent side and keeps it in the groove.
|
||||
4. Optionally, a **wiper** or roller can be used to reduce flattening and wrinkling.
|
||||
|
||||
Compared to simple "pipe hickey" benders or crude pinch benders, a die-based rotary bender gives:
|
||||
|
||||
* Better control of bend radius
|
||||
* Less flattening of the tube cross‑section
|
||||
* Repeatable angles
|
||||
|
||||
***
|
||||
|
||||
## 2. Main Components
|
||||
|
||||
A typical manual rotary tube bender you can build in a small shop includes:
|
||||
|
||||
### 2.1 Frame and Base
|
||||
|
||||
* **Base plate**: Thick steel plate or welded frame that bolts to the floor, a large bench, or a receiver tube on a stand.
|
||||
* **Vertical post / side plates**:
|
||||
* Support the pivot shaft of the main bend die
|
||||
* Take bending loads; use adequate section (e.g., 10–15 mm thick plates or heavy channel/box)
|
||||
* **Reinforcement gussets** between base and posts to resist twisting.
|
||||
|
||||
### 2.2 Main Bend Die (Form Die)
|
||||
|
||||
Function: Sets the **centerline bend radius** and supports the tube during bending.
|
||||
|
||||
Key features:
|
||||
|
||||
* **Outside diameter and profile**:
|
||||
* Large circular form with a **groove** machined or turned into the rim to match the tube OD.
|
||||
* Groove profile: usually a **semi‑circular or slightly open U** shape, just larger than tube OD.
|
||||
* **Center bore / hub**:
|
||||
* Fits on a strong **pivot shaft** (e.g., 30–40 mm or more, depending on tube size and force).
|
||||
* May have a **keyway** or bolt‑on interface to the bending arm.
|
||||
* **Detent or hole pattern** (optional):
|
||||
* For a spring pin to lock the die at standard angles (0°, 45°, 90°, etc.).
|
||||
|
||||
You will typically need **multiple bend dies**, each tailored to:
|
||||
|
||||
* Tube OD (e.g., 19, 25, 32, 38, 50 mm)
|
||||
* Desired bend radius (e.g., 2×D, 3×D, 4×D)
|
||||
|
||||
### 2.3 Clamp Block / Clamp Die
|
||||
|
||||
Function: Grips the tube to the main die so the tube rotates with the die.
|
||||
|
||||
* Shaped with a matching groove for the tube.
|
||||
* Bolts or pins into the main die.
|
||||
* Uses a **clamping bolt** or lever to tighten onto the tube.
|
||||
* Often split into two halves for quick loading/unloading.
|
||||
|
||||
### 2.4 Follower / Pressure Die Assembly
|
||||
|
||||
Function: Supports the straight tube just as it enters the bend, minimizing flattening and kinks.
|
||||
|
||||
Typical DIY options:
|
||||
|
||||
1. **Sliding block pressure die**:
|
||||
* A block with a matching groove riding on guide rails.
|
||||
* Spring‑loaded or cam‑adjusted to press the tube into the main die.
|
||||
2. **Roller pressure die**:
|
||||
* A hardened or machined roller with a groove.
|
||||
* Mounted on a pivoting arm with adjustable pressure.
|
||||
|
||||
Key considerations:
|
||||
|
||||
* Low friction (use bronze bushings, bearings, or good lubrication).
|
||||
* Sufficient adjustment range for different tube diameters and wall thicknesses.
|
||||
|
||||
### 2.5 Bending Arm / Handle
|
||||
|
||||
* Long lever arm attached to the main die hub.
|
||||
* Provides mechanical advantage; typical length: 1–1.5 m for hand power on smaller tubes.
|
||||
* May be detachable for storage.
|
||||
* Often includes:
|
||||
* **Angle scale** (protractor, engraved scale, or pointer on a stationary reference plate).
|
||||
* **Handle grip** or crossbar for two‑handed operation.
|
||||
|
||||
### 2.6 Optional Accessories
|
||||
|
||||
* **Angle stop**: Adjustable mechanical stop to repeat a given bend angle.
|
||||
* **Backstop / start position gauge**: For consistent bend location from the tube end.
|
||||
* **Wiper die**: Small, sharpened block near the tangent to reduce inside‑radius wrinkling.
|
||||
|
||||
***
|
||||
|
||||
## 3. Dies: Types and Design Notes
|
||||
|
||||
### 3.1 Bend Die Geometry
|
||||
|
||||
For a round tube of **outside diameter D**:
|
||||
|
||||
* **Centerline radius (CLR)** \= distance from die center to tube centerline.
|
||||
* Outer diameter of die OD\_die ≈ 2 × (CLR + D/2).
|
||||
* Groove:
|
||||
* Depth ≈ 0.55–0.65 × D
|
||||
* Width a bit larger than D to allow easy loading but still support the tube.
|
||||
|
||||
Example: For 25 mm tube, CLR \= 75 mm (≈3×D):
|
||||
|
||||
* OD\_die ≈ 2 × (75 + 12.5) \= 175 mm
|
||||
* Groove depth \~ 14–16 mm, width slightly larger than 25 mm.
|
||||
|
||||
### 3.2 Groove Shape
|
||||
|
||||
* **Best**: Proper machined radius matching the tube OD, with smooth surface finish.
|
||||
* **DIY compromise**: Multi‑pass machining with a ball end mill, or turning on a lathe using form tools.
|
||||
* Avoid sharp edges; always **chamfer or radius** the edges of the groove to avoid scoring the tube.
|
||||
|
||||
### 3.3 Materials
|
||||
|
||||
* **Dies**: Medium‑carbon steel (e.g., C45/1045) or similar. For light duty, mild steel is often acceptable.
|
||||
* **Clamp blocks**: Same as main die, optionally with **replaceable aluminum or nylon inserts** to reduce marking.
|
||||
|
||||
**Rollers**: Hardened or case‑hardened if high wear is expected.
|
||||
|
||||
***
|
||||
|
||||
## 4. Typical Limits for a Manual Tube Bender
|
||||
|
||||
Exact capabilities depend on materials, dimensions, and workmanship, but for a well‑built manual bender (no hydraulic assist):
|
||||
|
||||
### 4.1 Tube Size Range (Common DIY)
|
||||
|
||||
* OD: \~10–38 mm (3/8"–1 1/2") is practical by hand.
|
||||
* Material: Mild steel, stainless, or aluminum tube (not heavy schedule pipe).
|
||||
* Wall thickness: \~1–3 mm.
|
||||
|
||||
Above these, bending force increases quickly; you may need **hydraulic assistance** or longer handles.
|
||||
|
||||
### 4.2 Minimum Bend Radius
|
||||
|
||||
Depends on tube material and wall thickness. Approximate guidelines:
|
||||
|
||||
* Steel tube: **CLR ≥ 2.5–3 × OD** for general work without mandrel.
|
||||
* Thin‑wall tube or tight cosmetic bends may require:
|
||||
* **CLR ≥ 3–4 × OD**, or
|
||||
* Internal support (packing sand, low‑melt alloy, or a proper internal mandrel).
|
||||
|
||||
### 4.3 Bend Angle Limits
|
||||
|
||||
* Mechanically, you can design for 0–180°.
|
||||
* Common useful range: **0–120°** for hand‑operated, as force gets high at large angles.
|
||||
* Ensure frame clearance: the tube and bending arm must not hit the base or floor as you approach maximum angle.
|
||||
|
||||
### 4.4 Repeatability and Springback
|
||||
|
||||
* Metals will **spring back**, so you must over‑bend slightly.
|
||||
* Typical springback for steel tube: **2–5°**, more for harder materials.
|
||||
* A simple **angle scale** and test bends in scrap will help you dial in accurate angles.
|
||||
|
||||
***
|
||||
|
||||
## 5. Sketches and Concept Layout for Building One
|
||||
|
||||
Below is a conceptual layout. Dimensions are **indicative** only; adapt to your materials and tube sizes.
|
||||
|
||||
### 5.1 Side View – Overall Arrangement
|
||||
|
||||
Key elements in a side view sketch:
|
||||
|
||||
* Base plate
|
||||
* Vertical side plates with pivot hole
|
||||
* Main die on pivot shaft
|
||||
* Bending arm fixed to die hub
|
||||
* Pressure die arm supporting the straight tube
|
||||
|
||||
> Build tip: Start the design around your **largest bend die** and required **frame clearances**. Ensure that at full bend angle the handle and tube do not clash with the floor or base.
|
||||
|
||||
### 5.2 Front View – Die Stack and Clamp
|
||||
|
||||
Elements to show in a front view sketch:
|
||||
|
||||
* Tube running horizontally through the die groove.
|
||||
* Clamp block on the front face of the die, bolted with two or more M10–M12 bolts.
|
||||
* Pivot shaft through die and side plates, retained with nut or collar.
|
||||
* Pressure die block or roller just tangent to the die.
|
||||
|
||||
### 5.3 Simple Dimensions to Start From (Example)
|
||||
|
||||
For a bender intended for up to 32 mm OD mild‑steel tube:
|
||||
|
||||
* **Base plate**: 300 × 400 × 12 mm
|
||||
* **Side plates**: 250 mm high, 12–15 mm thick, spaced 60–70 mm
|
||||
* **Pivot shaft**: 35–40 mm diameter, medium‑carbon steel
|
||||
* **Largest bend die**: OD ≈ 220–250 mm (e.g., CLR ≈ 100–110 mm for 32 mm tube)
|
||||
* **Bending arm**: 1.2–1.4 m long, 40 × 20 rectangular tube or 40 mm round solid/pipe
|
||||
* **Pressure die block**: 50 × 80 × 80 mm with a 32 mm groove and adjustable mount
|
||||
|
||||
These values are a **starting point**; verify against:
|
||||
|
||||
* Available stock sizes
|
||||
* Intended tube material
|
||||
* Your own strength / acceptable effort
|
||||
|
||||
### 5.4 Simple Build Sequence
|
||||
|
||||
1. **Design dies first**:
|
||||
* Choose tube sizes and CLRs.
|
||||
* Draw each die full scale (even on paper/card) to check clearances.
|
||||
2. **Design frame around dies**:
|
||||
* Set pivot height so that your longest tube can swing without hitting the floor.
|
||||
* Confirm maximum bend angle.
|
||||
3. **Build frame and mount pivot**:
|
||||
* Weld base and side plates.
|
||||
* Drill/ream pivot holes, fit shaft and bushings.
|
||||
4. **Machine main die and clamp block**:
|
||||
* Turn OD and face on lathe.
|
||||
* Cut hub bore and keyway or bolt pattern.
|
||||
* Machine groove.
|
||||
5. **Make pressure die and arm**:
|
||||
* Simple block on adjustable slide or a roller on a pivot.
|
||||
* Ensure smooth movement and easy adjustment.
|
||||
6. **Add handle, angle pointer, and stops**:
|
||||
* Fit long bending arm.
|
||||
* Add a pointer and fixed scale or mark common angles.
|
||||
7. **Test and refine**:
|
||||
* Make test bends, note springback and any flattening.
|
||||
* Adjust pressure die, add lubrication, or increase radius if necessary.
|
||||
|
||||
***
|
||||
|
||||
## 6. Practical Tips and Safety
|
||||
|
||||
* **Clamping**: The most common DIY issue is tube slipping in the clamp. Use enough bolt area, roughen clamp surface slightly, or add a soft insert with high friction.
|
||||
* **Lubrication**: Use bending lubricant (wax/grease) in the groove to reduce marking and flattening.
|
||||
* **Fasteners**: Use high‑strength bolts for clamp and handle connections.
|
||||
* **Welding**: If frame is welded, brace and cool slowly to minimize distortion; check pivot bores afterwards.
|
||||
* **Safety**:
|
||||
* Keep fingers away from pinch points between tube, dies, and frame.
|
||||
* Long tubes can swing with force—keep the area clear.
|
||||
* Wear eye and hand protection.
|
||||
|
||||
***
|
||||
|
||||
## 7. Summary
|
||||
|
||||
A manual round tube bender with **proper dies** and a **robust frame** can reliably bend mild‑steel and aluminum tubing for roll cages, furniture, handrails, and general fabrication.
|
||||
|
||||
Key design steps:
|
||||
|
||||
1. Choose your target **tube sizes** and **minimum bend radii**.
|
||||
2. Design and dimension **main dies** first.
|
||||
3. Build a **stiff frame** and **long handle** around those dies.
|
||||
4. Add a **pressure die** and **good clamping** for clean, repeatable bends.
|
||||
|
||||
Use the conceptual sketches and guidelines above as a base, then adapt details to your tools, materials, and accuracy requirements.
|
||||
@ -17,6 +17,14 @@
|
||||
"list"
|
||||
],
|
||||
"userId": "authenticated"
|
||||
},
|
||||
{
|
||||
"path": "/3dprint",
|
||||
"permissions": [
|
||||
"read",
|
||||
"list"
|
||||
],
|
||||
"group": "Pacbot-Pro"
|
||||
}
|
||||
]
|
||||
}
|
||||
Loading…
Reference in New Issue
Block a user